2.3Dプリンタの造形精度の検証
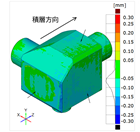
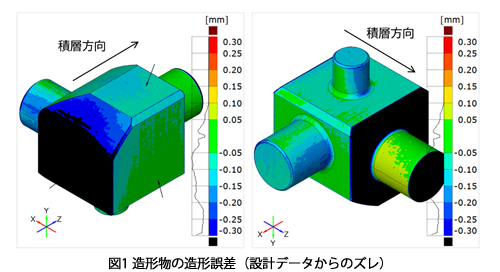
製品の製造に3Dプリンタを用いる際には、その造形精度がどの程度であるかは重要な問題となります。3Dプリンタの積層ピッチ(積み重ねる層の1層ごとの厚さ)は造形に用いる材料や3Dプリンタの機種にもよって0.02〜0.3mmと様々です。また、積層ピッチは造形精度を示しているわけではなく、造形材料の収縮や熱による反りなどの影響のため、造形物には一般に積層ピッチより大きな誤差が生じます。その誤差の大きさは造形物の大きさや形状、あるいは造形時の向きなど、様々な条件で変化することがわかっています。一例として、あいち産業科学技術総合センターが保有する3Dプリンタ(3D Systems社sPro60HD-HS; レーザ粉末焼結方式; 積層ピッチ0.1mm)で造形した造形物を3Dスキャナで測定した結果を示します(図1)。この造形物は、60mm角の立方体の一部分が欠けており、円筒形の足がついた形状をしています。 |