 |
|
|||||||||||||
| ■はじめに |
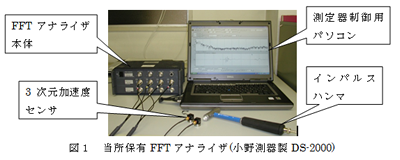
| 機械を動かす際に発生する振動は、様々な問題の原因となります。例えば、工作機械では加工中の振動が精度を悪化させ、自動車では乗り心地や騒音で問題を生じます。また、インパクトレンチなどの動力工具では、人体への暴露の程度や時間によって利用者に健康被害を与えることもあります。これらの例から判るように、機械製品の振動対策は非常に重要です。ここでは、振動現象を定量的に把握する手法としてFFTアナライザ(図1)を用いた振動の測定方法について、回転機械である旋盤を例にして紹介します。 |
| ■FFTアナライザを用いた機械振動の測定 |
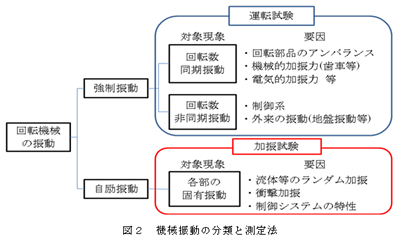
| 機械の振動現象は図2のように大きく分けて、①振動的な外力を受けて強制的に揺すられる強制振動と、②振動的でない外力(衝撃力や流体の抵抗などランダムな負荷)や制御システムの特性などにより、自発的に揺れる自励振動の二つに分けられます。機械の振動では、これらの現象が混在することが多いため、次の2つの試験を併用して分析を行います。
|
| ■運転試験 |
加速度ピックアップを用い、実際に動作している機械の振動波形を計測する方法です。この方法では、運転中の機械の振動の大きさを加速度として測ります。また、この結果をFFT処理することで、振動の特徴的な周波数成分も特定出来ます。 |
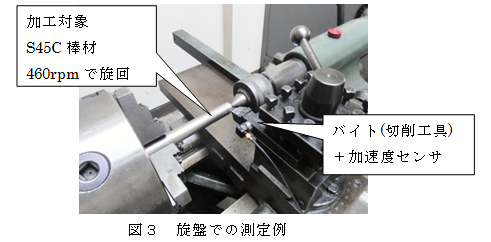
図3に旋盤で棒材(鋼材)を切削した際のバイトの振動を測定した例を示します。本試験では棒材を460rpmで回転して切削しています。また、この時の測定データを図4に示します。図4左の加速度の変化から、切削中の振動は様々な振動数の揺れが混在して、ランダムに揺れているように見えますが、これをFFT処理した結果(図4右)から、4つの振動のピークが見られます。この中で46.3Hzと92.5Hzは棒材の回転数のほぼ整数倍なので図2中の回転数同期振動と予想されます。また、ほかのピークについても回転数を変更して再測定することで原因の推定が可能になります。 |

| ■加振試験(ハンマリング試験) |
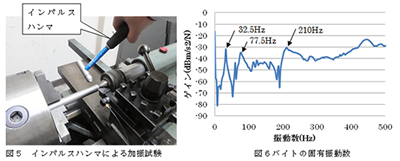
| 加振試験(ハンマリング試験)は、インパルスハンマで対象の装置に打撃を加え、各部分の振動を加速度センサで計測、FFTで装置各部の固有振動数を測定します。これは、ハンマによる衝撃入力に対し、装置各部がそれぞれ振動しやすい固有振動数で振動する性質を利用したものです。この振動特性は装置固有のもので、主に装置の剛性や質量に依存します。 図5は切削状態のまま旋盤を静止し、インパルスハンマによる加振試験を実施している様子です。図3の棒材をバイトと反対の側からハンマで打撃を加えています。また、図6はその結果です。この結果から32.5Hz、77.5Hz、210Hzなどで特に揺れやすい性質を持っていることが判ります。問題となっている振動数が固有振動数と一致した場合、自励振動への対策が必要になります。 |
| ■振動への対策 |
| 最後に、これらの測定法から判明した振動現象への対策について、一般的な方法として強制振動・自励振動ともに以下の手法があります。
①振動の発生原因である外力を減らす(回転部分のバランス修正や部品・組立精度の改善) ②外力に対して振動しにくい構造とする(機械の剛性向上、軽量化、振動減衰要素の追加) ③強制振動と自励振動の振動数を一致させない(一致すると非常に大きな振動を発生する) 当センターでもFFTアナライザを保有しておりますので、振動でお困りの際には、当センター(産業技術センター)までご相談ください。 |