 |
|
|||||||||||||
1.はじめに 本研究では、炭素繊維の外側に樹脂となるナイロン繊維を被覆したカバリング技術注1)と製織技術を活用することで、少ない積層枚数で強度の等方性などに優れ、汎用の整経機注2)や織機等の設備で製造可能なCFRP基材を製造する技術を開発しましたので紹介します。 |
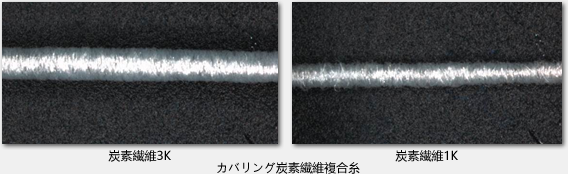
2.炭素繊維複合糸の作製 |
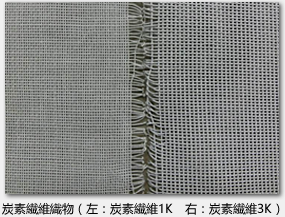
3.炭素繊維織物の作製 |
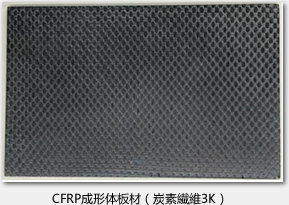
4.CFRP成形体の作製、評価 |
5.おわりに 今後、更に樹脂の含浸性を向上して物性値を向上するため、炭素繊維複合糸の改良に取り組んでいきます。
|
|
| 注1) | カバリング 芯となる糸の周りにカバー(被覆)したい糸をコイル状に巻きつける撚糸工程。今回は、炭素繊維を芯糸として、その周りにナイロン繊維をカバーした炭素繊維複合糸を作製した。 |
| 注2) | 整経機 織物のたて糸を作製する装置。整経機で糸を並べてから、織機のビームを巻き取り、たて糸となる。 |
| 注3) | ダブルカバリング構造 芯糸となる炭素繊維に対して、ナイロン糸2本を使ってカバリングした複合糸。 |
| 注4) | 含浸 熱プレス成形にすると、ナイロンが溶融して炭素繊維1本1本の隙間に溶融したナイロンが入りこんで行く現象。炭素繊維の奥まで含浸すると強度が向上する。 |
| 注5) | カバーファクタ 織物にした時の、糸と空間の割合。糸と空間が1:1の場合、カバーファクタ値は14となる。 |
参考文献 |
|