2.接合原理
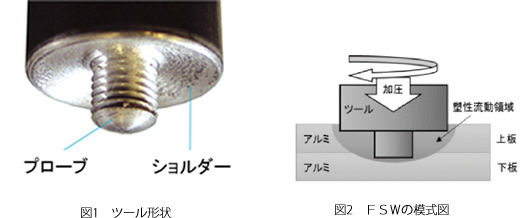
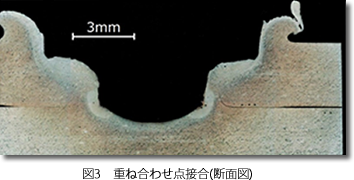
接合には先端がスナップホック状になったシャフト型のツールと呼ばれる工具を使用します(図1)。先端には、プローブと呼ばれる、ねじの施された突起があり、このプローブ頂端を、重ね合わせた接合材料の接合面に押し付け、高速で回転させると摩擦熱により材料が軟化します。この状態でツールを回転させたままショルダーまで押し込むと材料は塑性流動を始め、攪拌され、材料が接合面で一体化されます(図2)。この際、プローブのねじ部により材料は下方向に攪拌されますので、重ね合わせた接合面を超えてツールを押入させると、上、下板を同時に攪拌し、穴あき(押入痕)コイン状の接合部を形成します。これは、摩擦攪拌点接合(Friction Stir Spot Welding, FSSW/Friction Spot Joining, FSJ)とも呼ばれ、従来アルミニウム合金のスポット溶接で大電流を必要としていた接合方法に代わる技術となります。
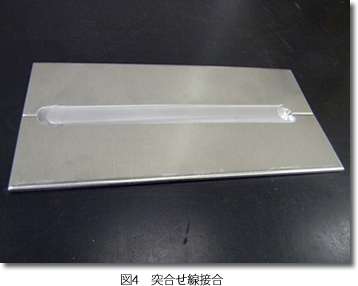
また、突き合わせた板に対し、ツールのプローブ部を回転挿入し、接合面に沿ってツールを移動させると、突合せ線接合となり、従来の突合せ溶接に代わる技術となります。FSWによる突合せ線接合は、異種材料を接合する場合でも、溶融による化合物層を形成しないため、脆化・変形等の不具合に対し有効な対策となり、鋼-アルミニウムの接合方法としても報告されています。 |