| 加工対象物が精密化する中、時代は、規格品だけでなく、ユーザー企業の加工条件にピタリとマッチし、かつ、加工精度のよいオーダーメイドの砥石を求めていた。
しかし「規格品をやっていたから、そのノウハウでユーザー対応型も横展開で可能」というのは大間違い。
規格品時代は、ユーザーのニーズに応えはするものの、「多くの規格品の中からユーザー側で最適なものを使ってください」というスタンス。しかし、ユーザーニーズに合わせる「オンリーワン」商品はそうはいかない。加工対象物の種類・硬さ、加工部分・加工形状、加工機械の状況など、試行錯誤しながら最適点を見つけていかなければならない。
前段の、『研削砥石は「砥粒、結合剤、気孔」の3要素で構成され、切れ味の悪くなった砥粒が脱落することで新しい切れ刃が現れ、切れ味が保たれる』というメカニズムは、3要素が適切に選択された場合である。
材料が柔らかかったり砥粒の保持力が強すぎたりすると、古い砥粒の脱落がうまくいかず、切りくずによるが「目詰まり」が発生し研削ができなくまってしまう。
また、砥粒の保持力が強すぎると、砥粒の切れ味が悪くなっても脱落せず「目つぶれ」により研削できなくなる。逆に、保持力が小さい砥石に硬い材料を接触させると、砥粒がどんどん脱落し、砥石の消耗が激しくなり工具コストが大きくなってしまう。
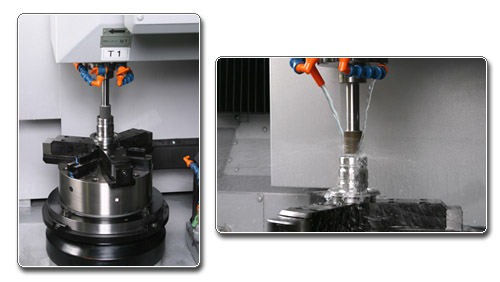
加工対象物、加工の状況、さらに加工機が専用機であれば専用機ごとに「オンリーワン」の性能・形状が必要となる。
|