自動車の内装部品で最も力の入る部品の一つが、速度計などの計器類、エアコンの操作部・吹き出し口などを含む運転席正面全体の部品「インストルメントパネル(通称:インパネ)」である。運転席からは常に視界に入り、その質感は車のイメージに大きな影響を与える。高級感を出すため、本革張りや布張りの質感・模様を採用するケースも多く見られるが、その多くは樹脂成形によるものである。その質感といい、縫い目のリアルさといい、どうみても本物の皮や布を貼ったようにしか見えない。
|
1998年、フォード社が「どの車のインパネが最も優れているか」の調査を行った。世界中のありとあらゆる車のインパネを、質感はもとより、軽量性、省エネルギー性、リサイクル性、生産性など多くの観点から総合的に調査した。NO1になったのはトヨタのカルディナ。その金型を作っているのが、創業社長の野田泰義氏が経営する江南特殊産業株式会社である。
調査後、フォード社は当社の金型を採用、後にリンカーンコンチネンタルへの採用も決定した。
|
| ■経営危機、その時、社員総出で技術開発継続を支える |
 |
|
|
野田社長は、1965年、樹脂成形メーカーで自身が立ち上げた電気鋳造技術を活かす目的で独立、以後一貫して電気鋳造技術に磨きをかけ、現在では、内装材(インパネ・ドア等)のプラスチック成形用金型メーカーとして、日本だけでなく欧米を始めとして中国・韓国・インドなど世界の大手自動車メーカーと直接取引をするグローバル企業となった。
電気鋳造とは、電気めっき技術を応用し金型を作成する技術である。電気めっきは対象物の表面に0.01ミリ程の薄い金属膜を作るのに対し、電鋳は原型モデルをニッケルめっき溶液につけ、金属膜を5ミリ程の厚さにまでした後、原型を外すとめっき部分が金型となる。
|
創業当時は、仏壇金具や塗装用マスキング治具などを製造しており、電気鋳造による金型製造技術は試行錯誤が続いていた。オイルショック時には仕事が全くなくなり、技術開発どころではなくなったが、担当社員1名を開発に専念させ、社長を筆頭に残りの社員は当然のこと、社員の奥さんまで総出でパチンコ店の壁や椅子を洗浄する仕事を行い、1年半の間、電鋳技術の技術開発を支えた。こうしてメッキ厚や品質をコントロールする電鋳技術を確立するのはオイルショック後の1975年のことである。
電鋳による金型は、シボ(絞)と呼ばれる皮模様や縫い目など、細かな模様や風合いを原型から写し取ることができるのが最大の特徴である。
しかし、この金型により成型する方法は、熱した金型の上に樹脂パウダーをまき、溶かして成形するという手間のかかる「スラッシュ成形法」しかなかった。
|
1980年海外視察でスウェーデンを訪れた時のこと。穴のあいたエポキシ樹脂の型に柔らかいシートを吸引し、そこに樹脂を流して自動車のドアを成形していた。これをみて、ハタと思った。「型に穴が空いていれば、真空成形で生産性があげられるのでは」。
帰国後工場へ向かうと、失敗し放置された金型があった。それは「ガサ電鋳」という、電鋳に失敗し穴だらけになった金型だった。穴の大きさは1cm〜5mmなど様々。これをみた野田社長。「これはいけるかもしれない」。この失敗が再現出来るかと聞くと、同じような穴だらけの金型を作って持ってきた。
「この穴が微細になれば、成形品もきれいにできる。1年かかっても2年かかってもいいので0.1〜0.2mmにできないか」。託されたのは、オイルショックの時、技術開発を任された社員。1年の開発の末、微細な穴をコントロールする技術を確立、0.1mmにコントロールされた無数の通気孔が開いた金型を完成させた。無数の通気孔にちなみ「多孔性」という意味合いを持つ「ポーラス電鋳」と名づける。
|
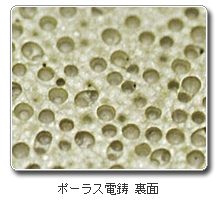
ポーラス電鋳による金型を使うことにより、加熱で柔らかくした樹脂シートを金型の上にのせ、金型の裏側から空気を抜くことで樹脂シートと金型を密着させ成形することが可能となる。
この金型技術を新技術の導入に積極的なホンダへ持ち込んだところ、小さな試作品程度ならエポキシ樹脂で5ミクロン程度の精度で当社でも開発している、と言われてしまう。それならと、今度はドア一枚分の型を作り、成形品を持ち込んだ。
「最初は3〜4人ほどにプレゼンをしていたのですが、出来栄えにびっくりしたようで、関連部署の人を呼んだりして、次々と人が集まり、十数人ほどになっていました。想像以上の反響になったことを今でも覚えています。当初はアコードに採用していただきましたが、その後もホンダから3〜4人が常時人員支援をしてくれ、シビックにも採用され、技術の確立も早くなりました。従来のスラッシュ成形に比べ、必要な熱量は1/14、生産性も向上するため製造コストは2割減になるなど、この技術への可能性を感じてくれたのだと思います」と自信をのぞかせる野田社長。
「導入当初からホンダがしっかり支えてくれましたので、その恩義もあり、その後2年間は他メーカーへの売り込みをしませんでした」。
ところがこれが裏目にでる。国内特許しか取得していなかったため、この2年の間に同業者がポーラス電鋳の評判を聞きつけ、質の悪い製品をGMなど特許の及ばない海外メーカーへ売り込んだため、評判を下げてしまっていた。2年後、海外展開を図ろうとするも、ビッグ3への売り込みはことごとく失敗。品質の高さをサンプル持参で説明してもダメだった。冒頭の通り、フォードの世界市場調査で当社の技術が見事復権を果たすのは10年後のことである。
現在は、世界最大の電鋳メーカー、ガルバノフォーム社(ドイツ)へポーラス電鋳の技術供与を行い、すでに2回の更新要請に応えるなど、その技術はヨーロッパでも高く評価されている。
ポーラス電鋳技術を応用した「スーパーポーラス電鋳型」は、鏡面仕上げを可能にするほか、ブロー成形型、インジェクション成形型として利用されるなど、その応用技術は拡がっている。
|
当社の人事制度の最大の特徴は「お帰りなさい制度」である。
「昔、当社は高校生が入社しても3年経たず辞めてしまうため、採用と退職の繰り返しでした。人を大切にすることは福利厚生を含め、手を尽くしているつもりなのですが、それでも辞めてしまう。やめる社員は本当の理由を言わないのですが『隣の芝生は青く見える』の例えどおり、他社が良く見えてしまうようです。そこで、戻ってきたら同時期に入社した同僚と同じ待遇まで引き上げた上迎え入れるという『リターン制度』を作りました。この制度で戻ってきてくれた社員は現在6人ですが、いずれも社会で揉まれてピカピカになって帰ってきてくれました。独立した人は、経営者の苦しみや悩みをよく理解してくれ、仕事ぶりが見違えるほど変わりましたし、他社へ転職した人は、当社の良さがよくわかって帰ってきてくれ、本当に一生懸命働いてくれます。人材派遣を経験した人は、超大手の現場の技術を身につけて帰って来てれました。こうした人達は、今では『辞めたい』という者を自分の経験をもとに引き止める説得もしてくれます」。
現在は海外取引が60%にもなる「世界企業」である。しかも、その多くが超大手の自動車メーカーとの直接取引である。「ものづくりは発注者と作り手が近い距離であるべきだと考えています。ここでいう距離とは物理的な距離ではなく、間に入る人がいないという意味です。直接つながっているからこそ、相手の要求するもの、それに向けた当社の技術や開発がぴったりとマッチするのです。今後も相手のすぐ近くでものづくりを続けていきたいと思っています」。
|
|