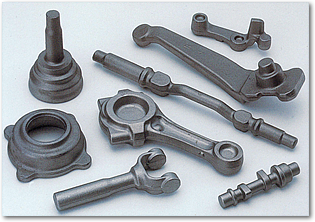
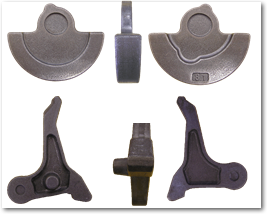
熱間鍛造とは、長尺の鋼材を必要な長さに切断した後、1200℃以上に熱し柔らかくし、エアードロップハンマーと呼ばれる大きな鍛造機により金型で成型する方法である。鍛造後、不要な「バリ」と呼ばれる部分を抜き型で切り取り、ショットブラストで表面の酸化した部分を除去、場合によっては不要な部分を切削することで鍛造品が完成する。金属を熱して軟らかくしてから鍛造するので、変形抵抗が少なく、金属を鍛練することから高い強度を得られる。
熱間鍛造による精密型打鍛造で、製造品の多くが、全数外観検査だけでなく磁気探傷検査(外観検査だけではチェックできない傷の有無を磁気で検査する方法)まで必要な、重要保安部品と呼ばれる自動車のポールジョイント部品などの足回り部品を中心に製造しているのが豊和鍛工株式会社である。
創業者が1941年に勤務していた鍛造工場から独立し、名古屋市内に鉄工所を個人創業、その後法人化し、1961年現在地に移転、その後はグループ企業とともに成長、現在に至っている。 |