当社の大きな特徴である型製造と射出成形の「二刀流」。射出成形メーカーのニーズ・悩みを自らが熟知しているため、それを型メーカーの型製造技術でどう解決することができるか、という視点で型開発ができるというアドバンテージを持つ。
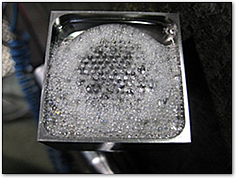
射出成形では、閉じられた金型内に溶かされた樹脂が射出されることで成形する。ところが金型が完全に閉じていては、その中にあった空気が圧縮され、充填不良を生じたり、空気やガスが圧縮されて高温になり、成形品に焼けや焦げが発生したりしてしまう。このため、金型にはエアベントと呼ばれる空気の逃げ道を付けるが、大きな空気抜きをつければバリになり、小さすぎると空気が抜けない。エアベントは射出成形にとって宿命とも言える課題である。
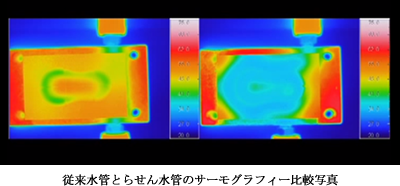
また、樹脂射出後の冷却は、安定した樹脂成形物を製造するためには非常な重要な工程である。生産性向上のためには成形物を早く型から外したい。そのためには、冷却がムラなく、効率よく、早く行われる必要がある。こうした目的のため、型には冷却用の水路が作られるが、従来は切削で冷却回路をつくるため直線状でしか設計できず、冷却回路の設計は非常にノウハウが要求される技術である。
射出成形において材料の入り口であるスプル―の温度コントロール(冷却or温調)が可能となる『螺旋ブッシュリング』を金属光造形技術を用いて開発し、特許出願しました。
成形サイクルのハイサイクル化、省エネ化に役立ちます。また、使用中の金型に対しても簡単な工事で取り付けが可能となります。
こうした射出成形型が射出成形時に抱える大きな課題を、光造形金型により解決していこうというのが当社のアプローチである。
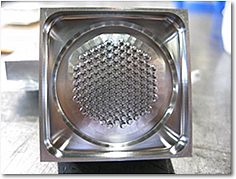
光造形により、肉眼では見えないほどのポーラス構造(多孔質構造)の積層造形を行い、エアベントの代わりに金型に内蔵することで射出成形型の宿命的課題である空気抜きの問題を解決、さらに、積層造形であるため、予め冷却回路を螺旋状など、従来の切削加工上の制約条件を取り払った新たな発想の設計することも可能となり、射出成形型の従来ではありえなかった提案が可能になり反響呼んでいる。
「従来の技術と、新しい技術の融合により、射出成形型と射出成形の高度化が実現できるポテンシャルを持っています。型メーカーだけの発想ではなく、成形メーカーと一体になり工夫を重ねることで、日本から海外へ流出してしまった型や成形の仕事が再びより高度な技術となって日本へ取り戻すことが可能になるのです」と先を見る倉知社長である。
|